使用钎焊技术修复秦陵二号铜车马的总结
李兰,强万岐,包达权
出土的残破青铜文物,以前传统的修复方法大都是采用锡焊,因为锡焊操作方便,加热温度低,不会使文物再次产生变形和损坏外部彩绘。但是,这种方法有一定的局限性,因为锡焊的强度不高,只能用於外形尺寸小或者重量较轻的文物修复。对於大型的较重的文物则要考虑焊缝本身的受力情况,而采用钎焊技术来进行修复。本文论述了钎焊技术修复铜车马的情况。
一 锡青铜——铜锡二元合金特征
铜锡二元合金的组织较为复杂,早些年曾以Raynor建立的平衡图为基础,经过几十年的实践与研究,使得平衡图有了一些变化,目前采用的平衡图见图。
从图可知,锡青铜液相线与固相线之间的垂直距离大,即结晶区间长,使得枝晶偏析严重,凝固时不形成集中缩孔,而极易形成分散缩孔。因此,即使在无氧化及无腐蚀条件下,秦车马由於当时冶金铸造因素,而造成分散缩孔的存在(就是通常所见的疏松)。
其次锡青铜在凝固过程中包含有几个包晶反应和共析反应。在799℃和756℃时,液体合金分别与α相及β相起包晶反应而形成β及γ相,в与γ相又分别在590℃及520℃时起共析转变形成(α+γ及(γ+δ)共析体,δ相在约350℃时又发生分解形成(α+Cu3Sn)共析体。考虑到被焊物体的塑性及强度,一般不希望钎缝出现共晶体和化合物,而希望得到固溶体的钎缝组织。鉴於锡青铜的特徵,加之文物表面锈蚀严重及当时冶炼和铸造水平,铸件质地比较疏松,并含有大量杂质,焊接是有一定困难的。
二 焊接方法的选择
1.钎焊和熔化焊的比较——一般青铜的焊接有钎焊和熔化焊两种方法。钎焊是利用熔点比母材低的钎料和母材一同加热,在母材不熔化的情况下,钎料熔化并润湿及填充两母材连接处的间隙形成钎缝。在钎缝中钎料与母材互相溶解和扩散,从而得到牢固的结合。熔化焊则是被焊金属与填充材料都熔化,从而组成一个熔池。此熔池实质上是完成一个小冶金及结晶而组成焊缝。显然,熔化焊的温度远远高於钎焊温度。从秦车马的质地情况和保护文物表面彩绘出发,不能使用熔化焊,只能采用钎焊的方法。
钎焊按照焊接温度可分为硬钎焊(一般为450℃以上)和软钎焊(低於450℃)。银焊、铜焊属於前者,锡焊、低熔点焊属於后者。
2.钎焊热源的选择——为了较好地保护文物的彩绘和满足一定的连接强度,热源选择是至为重要,对此我们进行了一些试验和分析。
(1)微束等离子钎焊。在调节工艺参数,改进喷嘴等多次试验后,可以作为钎焊的热源。但与正常钎焊比较,在焊件上可看到钎料烧损。而且由於水压不稳定,不能保证产生正常电弧,因而未能应甩於文物修复工作。
(2)氧——乙炔火焰钎焊,该法设备成本低,钎焊技术容易掌握,用於银焊时焊缝强度高,但烧伤面积大,仅能用於质地好而且无彩绘处的文物修复。
(3)激光焊。一般是作为熔化焊的热源,设备费用贵,需要一定的时间掌握使用方法,经过几次试验,都是母材熔化未能形成焊缝。初步看来不便於用来修复文物。
(4)电烙铁。成本低廉,掌握容易。选择适当功率电烙铁可以加热一些比较薄的,质地好的文物进行焊接。但所焊文物一般不能太厚,否则会产生焊不透或外表面烧伤太大的现象。
(5)脉冲氩弧焊。也是作为熔化焊的热源,需要一个操作熟悉过程,此次未能试验使用。
(6)高频钎焊。曾经将这种方法成功地用於铜合金银焊,如果感应圈做得合理,可以使烧伤面积极小,钎缝比氧——乙炔焊焊出来的要美观得多,只是由於在现场设备条件不具备,在文物修复中未使用此法。
此外,汽油——空气火焰钎焊、丁烷——氧气钎焊、镓基钎料焊接、接触钎焊等方法都考虑过,但分别限於设备条件、连接强度低、或者文物结构形状不允许,而没有进行实际试验。
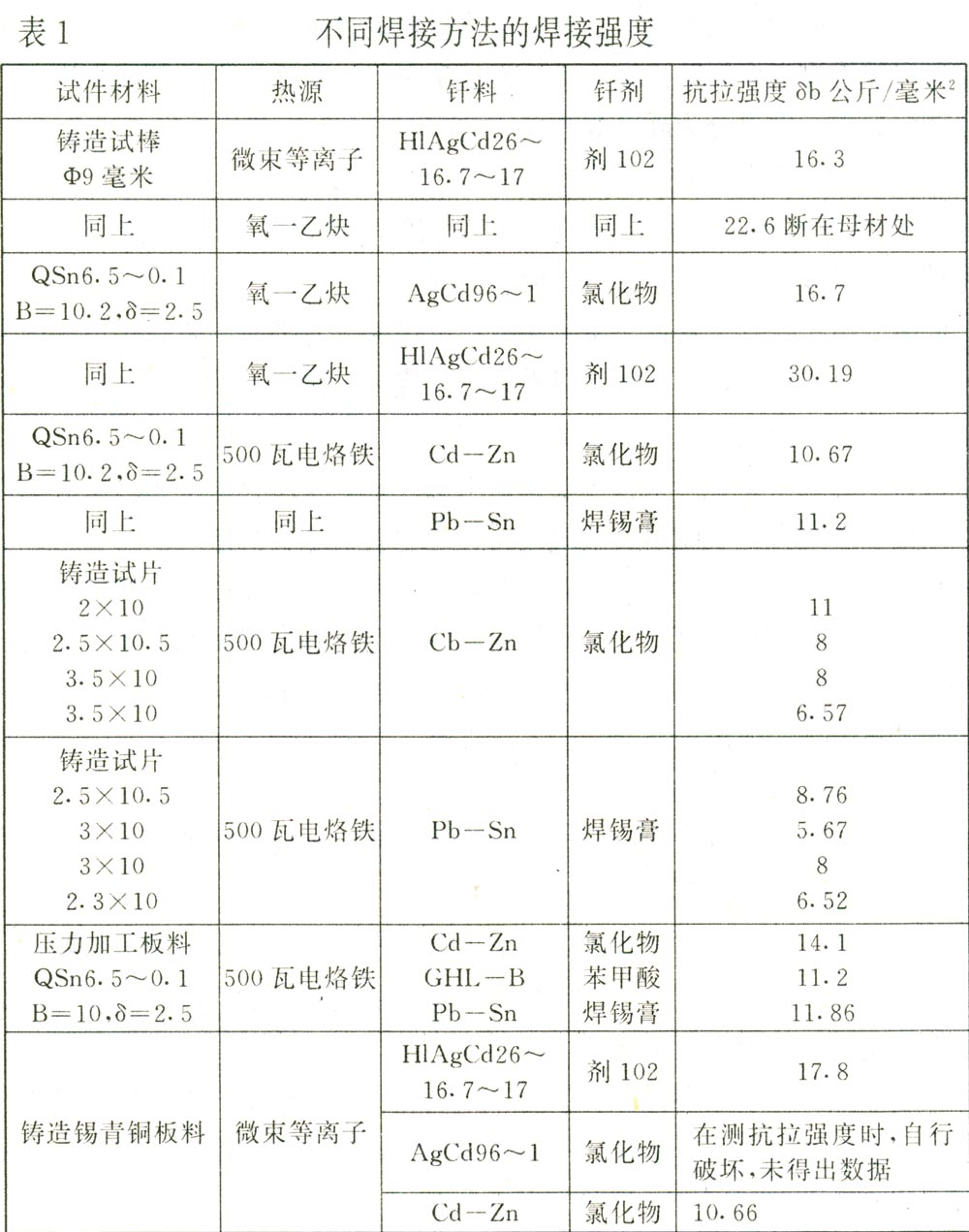
3.钎剂和钎料的选用——钎焊过程的完成是藉助於毛细作用,在加热的条件下,使熔融钎料很好的润湿被焊金属表面,并形成优良的钎接接头,而钎剂则是为了减少表面张力提高润湿能力而必须采用的。钎料和钎剂是紧密联系在一起的,钎缝强度由钎料所决定,但是必须藉助钎剂在加热条件下,进一步去除金属氧化物,使钎料完全润湿被焊金属表面来实现。一定的钎料必须与相应的钎剂相配合才能达到好的效果。一定的钎料与钎剂也只适用焊接一定成份的金属材料。为此,为使试验接近文物,最初按照秦车马原材料化验的成份配了第一炉料,进行浇铸试片,试片的成份是:Cu73.12%,Sn8.43%,Pb8.7%,因其中含铅(Pb)量过高,使试片很脆,与文物成份相差较远,不能使用。第二次的配方是:Sn10.2%,Pb0.71%,Sb含量与Pb相当,其余为Cu。这次配方浇铸的试片韧性较好,接近秦车马文物的材料成份。我们使用了第二次配方浇铸的试片及板料做为母材,分别对不同热源、钎料、钎剂进行了钎焊试验,结果如表1所示:
为考查焊缝的组织情况,我们作了四种不同材料的钎缝的金相试片,银钎焊强度最为可靠,其次是Cd—Zn焊,而且钎缝组织良好,为此初步决定根据文物的不同部位分别选用银钎焊和Cd—Zn焊。选用银钎焊的钎料是HlAgCd26—16.7—17与之相配合的钎剂是剂102。Cd—Zn钎焊的钎料是Cd—Zn,与之相配合的钎剂是氯化物。
三 钎焊工艺
1.焊前清理。为了得到良好的焊接效果,在焊接前必须对被焊表面进行清理工作。清理方法是用钢丝刷、砂布和锯片刮削,彻底清除表面的锈污、氧化物等并使表面粗糙,以便於焊接时钎料进行润湿。上述方法清理后再用无水乙醇清洗。
2.涂钎剂。根据焊接部位和选定的钎料在被焊部位的两被焊面上涂上一层相应的钎剂,例如用HlAgCd26—16.7—17钎料时用剂102钎剂,用Cd—Zn钎料时用氯化物钎剂,所用钎剂都用水调成糊状使用,在钎料上也应涂上相应钎剂。
3.钎焊温度。焊接温度一般控制在比钎料溶点高20—40℃的范围内。温度过高引起被焊件的熔蚀,钎缝变宽。温度过低将形成虚焊。
4.钎焊后清洗。这是焊后一项重要工序。因为焊后残留的钎剂不清洗干净,在遇到潮湿时容易造成腐蚀现象。使用剂102时焊后先用柠檬酸热水溶液清洗,再用热水清洗多次。对使用氯化物钎剂时清理时用热水仔细清洗多次即可,因为氯化物钎剂能很好地溶於热水,清洗后用脱脂棉擦净。
5.钎焊时的劳动保护。尽管钎焊温度远远低於熔化焊温度,如银焊低於650℃,Cd—Zn焊低於300℃,但钎焊时仍应特别注意劳动保护和强力抽风,因为剂102含有42%KF,23%KBF4,Cd—Zn钎剂多为氯化物也是有毒物质,高温时毒性更大。特别是Cd(镉),据报导“……、镉、……都有剧毒”。“近年来国内外的资料表明,……镉、……及其衍生物对人还有致癌作用”⑤。镉、锌在人身中的最高允许含量分别为4.13X10-5%和0.003%,是很低的。
四 二号铜车马钎焊修复的主要部位
1.轮辐
右车轮损坏较为严重,根据损坏的情况看,在轮辐靠近轮毂和轮牙处不宜采用钎焊,因为不均匀加热后产生的应力,会使榫与卯孔开裂,所以在这些地方采用胶接。轮辐共有三十根,其中廿五根是中间断开。在这些地方采用银焊技术进行修复。
修复时在辐条的下面垫上石墨块,放在用木材做的支架上,这支架是做成和车轮大小一样的圆柱,高200毫米,上面装有圆形钢板及30根辐条状的钢条,石墨块沿钢条移动,以调节位置,使之方便辐条的钎焊。钎焊的效果良好。
2.车盖
在秦车马中车盖破碎最严重,本身又很薄,最薄处不到1毫米,在车盖最外面10—20公分宽的一圈均采用Cd—Zn钎料进行钎焊,热源为500瓦或300瓦电烙铁,在钎焊过程中,加热范围可以控制得很小,并不破坏车盖上的彩绘。车盖是经过矫形以后焊接的。根据Cd—Zn焊料强度试验的结果比锡焊高,因之焊后的强度足够,由於车盖本身是一个曲面而且很薄,采用胶接方法不行,所以只能采用电烙铁用Cd—Zn钎料进行钎焊方法来修复。修复后必须仔细地清除残余的钎剂。
3.辔绳、马尾束、*(左车右内)束和飞軨
辔绳的圆端,部份尾束、*(左车右内)束和飞軨材质比较好,表面无彩绘。尤其辔绳、*(左车右内)束其损坏部位多在铰链处,故这些构件残破处多采用银焊来修复。
4.驭手冠尾、前窗、左窗和方形盖
驭手头有冠,冠尾一侧破碎,它不受外力作用,故用锡焊连接断块和用焊料作补块。
前窗和左窗破损严重,由於它不受任何外力作用,仅需要保持自重不破坏即可,因此采用了文物传统修复方法——锡焊。这种焊接也有一定的强度,窗上的彩绘也没有损坏。前窗在装铰链的一处活页破损,氧化严重,单用锡焊保证不了强度,我们则胶接一块加强件。
方形盖在窗部份断裂,采用Cd—Zn焊料进行修复。
5.缨络
缨络,它由缨络核和络丝两部份构成。当年加工时将每根铜丝或成束铜丝钎入络核孔中,再用一尖销塞紧。每根铜丝粗约为0.3毫米,长约为80毫米到120毫米。在出土的缨络中,仅有一个外观形状保持较好,其余缨络几乎氧化、腐蚀到仅残存络核了。为观瞻,我们按照比较完整的一个缨络,复制了十个缨络。
五 讨 论
通过这次铜车马的修复,我们感觉到修复青铜文物最好采用低温钎焊。对於钎料和钎剂还有大量工作可做。例如研制既可保证文物所需的强度,钎料温度又不高,流动性、润湿性都比较好,毒性小,操作也比较方便的钎料。钎剂也应与钎料配合使其润湿性好,毒性小,同时在焊后又便於清洗。
对于低温钎焊热源,我们认为仍然是电烙铁较好,操作方便,容易掌握,烧伤面积小,中温和高温钎焊除特别需要强度要求者外,一般尽量少用,因为它温度高,文物烧伤面积大,特别是高温钎焊,烧伤面积大,而且焊后文物产生收缩,势必影响有装配关系的文物复原的尺寸。对於无尺寸要求,或允许外表面烧伤(如无彩绘)的文物,当然也可以用中温或高温钎焊。钎焊前应特别注意文物质地情况,凡特别差者,不宜采用。
对於激光钎焊用於古文物修复有待进一步研究。从初步试验看,一次性投次大,文物质地和厚度不同,掌握比较困难;而且本身属於熔化焊,文物一般氧化严重,杂质多,钎料难以与母材牢固结合。
六 结 论
通过我们的试验和实际应用不同钎料和钎剂修复二号铜车马证明,针对文物的不同部位和文物修复要求,选用相应的银钎焊料和钎剂、Cd—Zn钎料和针剂、锡钎焊料和钎剂进行钎焊是适宜的。质地好,文物无彩绘及无尺寸配合关系的可用银钎焊;文物质地好,连接部位厚度在2毫米以下,有彩绘,可用Cd—Zn焊料钎焊,热源为500瓦或300瓦电烙铁;质地一般,不受外力的构件,连接部位厚度在2毫米以下,可用锡钎焊,热源为电烙铁。
①лашкон.ф. илашко-А вакян С.В;иайка МашТиэ.1959
②Куликов ф.В.И лехниер И.Р;Тверлая иайка,госзнергоиэлаТ .1959
③[日]长岛弘三等《无机化学》人民教育出版社,1973年
④《重有色金属材料加工手册》,冶金工业出版社,1978年。
⑤齐柏顺《漫谈微量元素与人体健康》,《健康顾问》1982年4期。
(本文原发表于《考古与文物》丛刊第一号,1983年)
秦俑学研究/秦始皇兵马俑博物馆编.—西安:陕西人民教育出版社,1996.8