您现在的位置:首页 > 研究论著 > 秦始皇帝陵博物院2011
秦俑坑出土青铜弩机生产的标准化及相关劳动力组织/三
李秀珍 夏寅 刘占成等
三、统计学分析与标准化程度
本文中的青铜兵器标准化分析主要以青铜弩机为例,提取229件,其中216件是出自一号坑前五方,12件是出土于一号坑其他探方,其中1件是从二号坑出土。
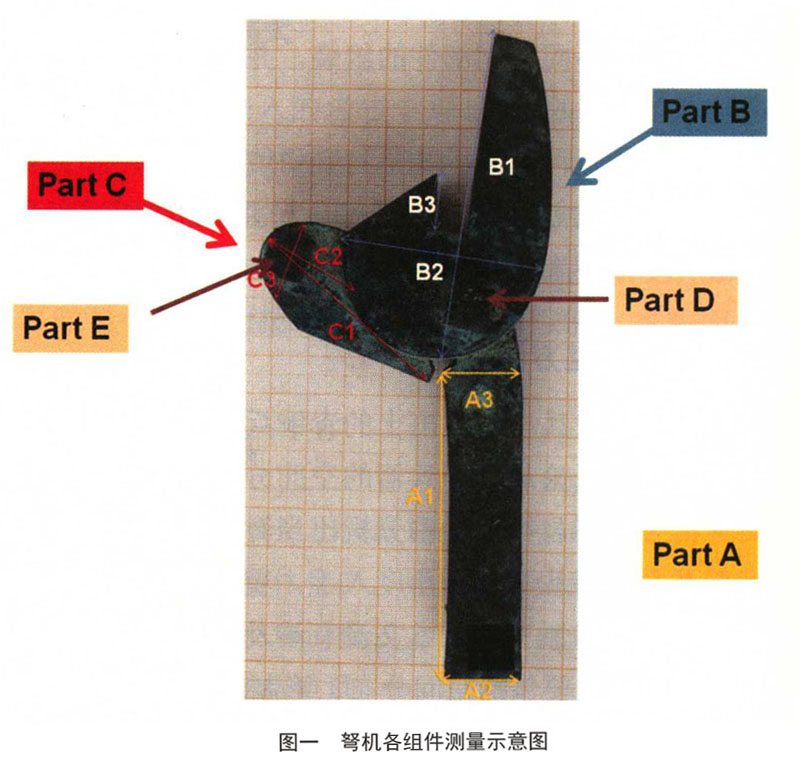
青铜弩机分5个部件,悬刀、望山、牛和两个栓。考虑其铸造和组装的过程,测量时将各个组件分开,每个组件测量3个数据,具体测量定位如下图(图一)。悬刀(part A)的测量点为A1、A2和A3;望山(part B)的测量点为B1、B2和B3;牛(part C)的测量主要为C1、C2和C3;弩机栓(part D and part E)测量则为直径和长度(D1、D2和E1、E2)。
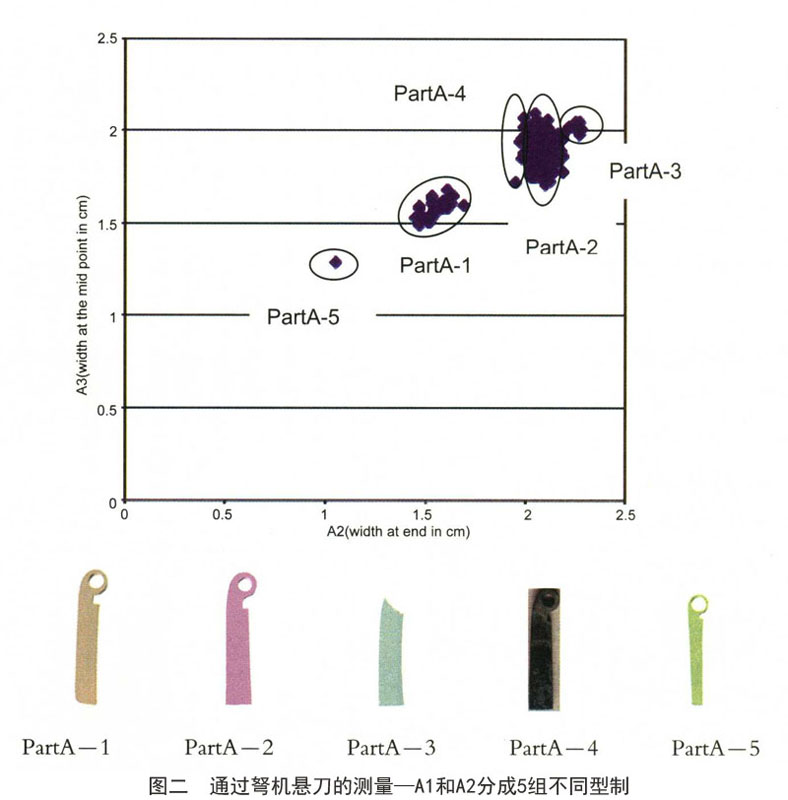
根据弩机悬刀测量点A1和A2的散点图(图二),悬刀可分为5组不同的形制。第一组共有40件,悬刀底部内敛呈弧状。测量数值分布相对松散,悬刀的宽度A1为1.5—1.7厘米,差值为0.2厘米;A2为1.4—1.7厘米,差值为0.3厘米。第二组共有弩机171件,相对呈垂直状。悬刀宽度A1为1.7—2.1厘米,差值为0.4厘米;A2为2—2.2厘米,差值0.2厘米。第三组为12件,悬刀底部外撇。宽度差值不到0.1厘米。第四组共5件,其颜色明显泛红,将其从第二组分出以便进一步的研究。第五组是一特例,弩机外有郭,是为了增加弓弩的强度和射程,在秦之后的汉代,带郭弩机广泛使用。
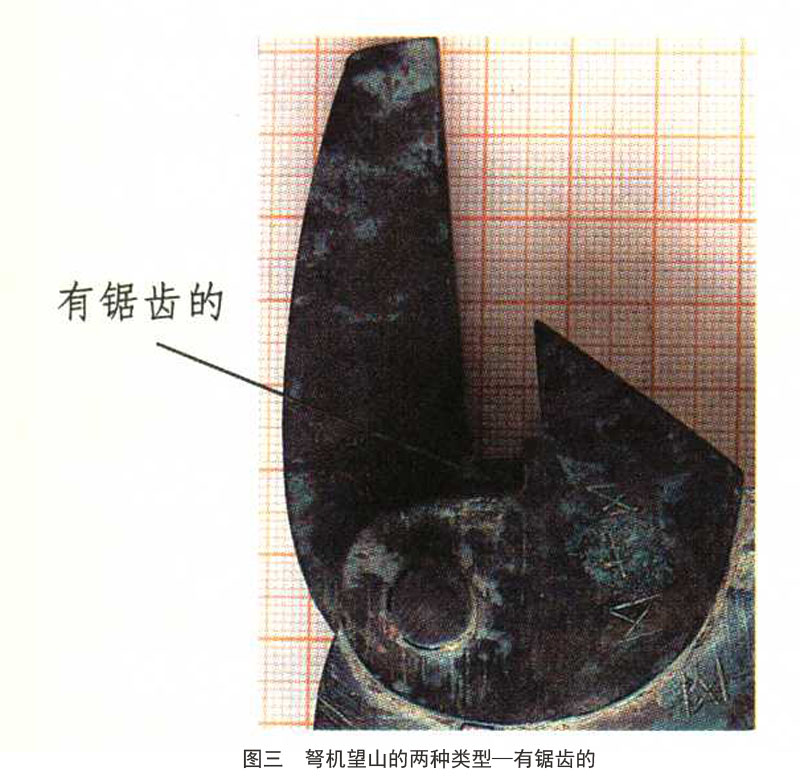
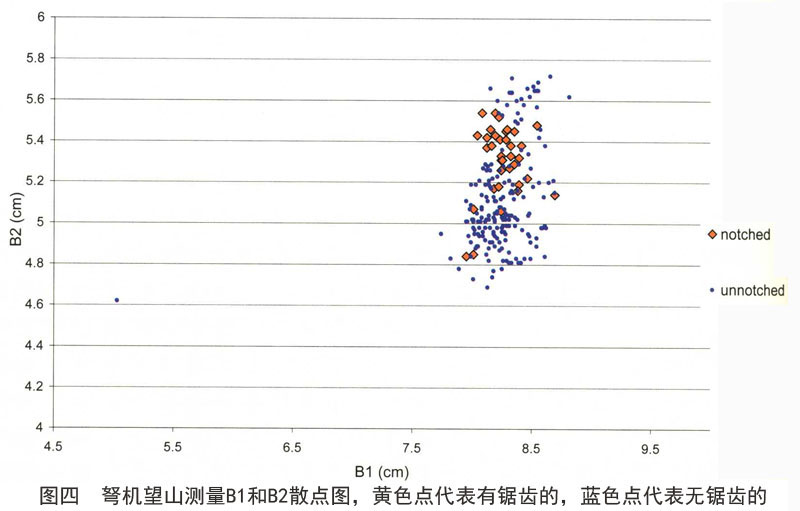
弩机的望山可明显分为两种形制:有锯齿的和无锯齿的(图三)。而弩机望山的测量数据B1和B2的散点图(图四)显示出差值为1.3厘米(B1为7.7—9.O厘米)和1厘米(B2为4.7—5.7厘米)。两种类型的测量数值有区别,但无明显的界线。
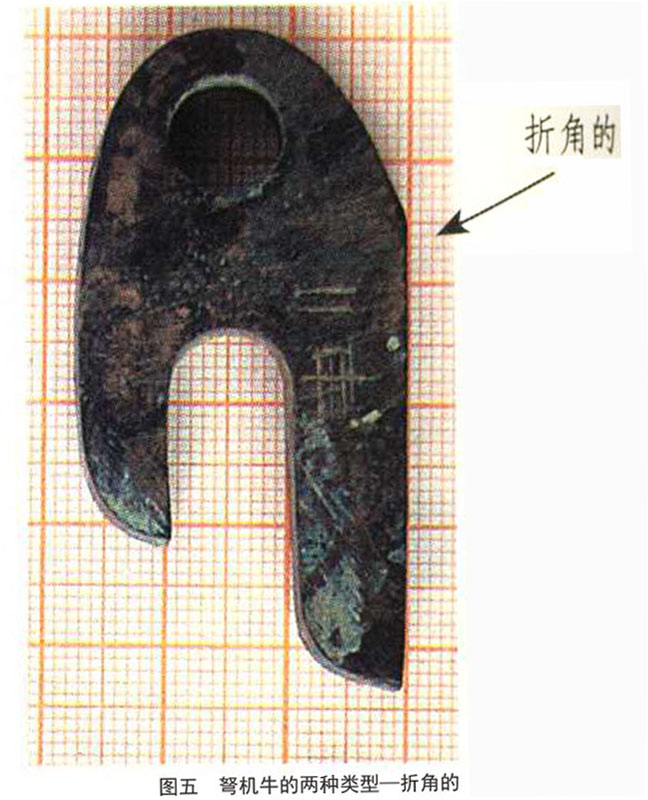
从形制上,牛可分为有折角的和弧形的(图五)。其测量数值C1为5.49—6.75厘米,差值为1.26厘米;C2为2.18—3.39厘米,差值为1.21厘米,分布相对比较分散(图六),图中也反映出弩机牛形制的不同,表现在测量数据上也有所不同,说明其型制及大小相互关联。
上面所谈到弩的三个组件形制上的区别,也有大小数值上的差别。从考古学角度分析,类型上的区分可能由多种因素导致的,可能为不同制作时间、或不同的作坊、或不同的工匠以及不同的陶范和陶模,也可能是生产技术和需求上的变革。而每组内部数值上的差别则是标准化生产的局限,那么是什么原因引起其数值的波动(尽管其差值在0.2—1.2厘米),原因可能也是多方面的:陶范和陶模收缩率、工匠的技术水平以及工匠在多次翻模中所出现的误差等。
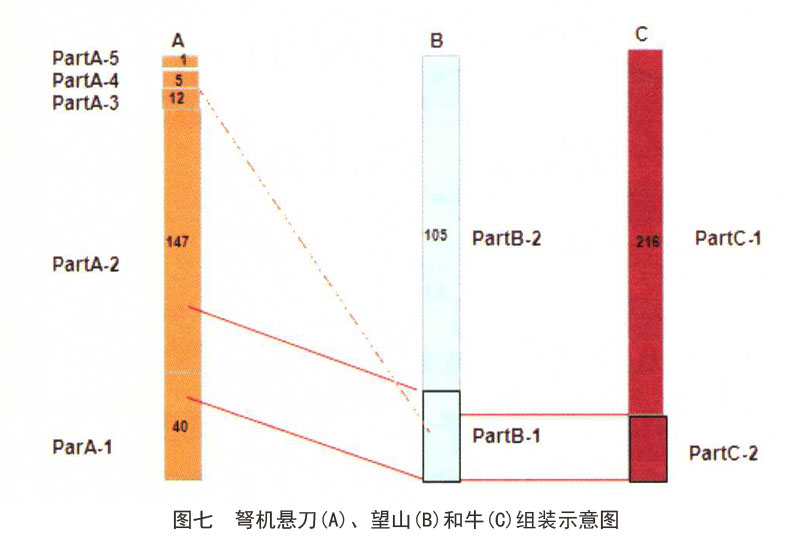
而弩机各个部件的组装则能够反映出了当时生产管理的模式。按弗兰克林(Franklin)的理论[1][2],技术模式可分为两种,即前面提到的流水线生产和批量生产模式。流水线模式和批量模式都是现代生产中常用的生产模式。如当时的弩机生产采用流水线模式,就是第一组工匠只生产一个部件,然而由另外一组工匠去组装;批量生产则是一组工匠同时生产各个部件,然后由他们自己再将每个部件组装在一起。但从弩机的悬刀、望山和牛的组装示意图(图七)上分析,事实并不是简单的某种模式,而似乎是相对复杂的混合。其上有折角的牛与锯齿的望山和悬刀的第二组组合在一起,似乎是批量生产的模式,而反过来,并不是所有的第二组悬刀和锯齿的望山都与折角的牛组合在一起,这说明其中还有流水线的生产模式。
上面我们探讨了每一组件的数值和型制上的差别,那么我们用一个什么样的标准去衡量当时大规模生产中的标准化程度呢?本文采用了统计学上的变量系数(Coefficient of Variation=CV),这种方法常在西方考古学中被用来分析手工业生产的标准化程度[3]。变量系数是统计学上一个概念,是用所取样品标准差(standard deviation)除以平均数,然后再乘以100表示为百分比。采用变量系数来衡量标准化程度,实际上是将我们要探讨的标准化生产用量化的形式来解释。其衡量过程采用两个基准线,如变量系数CV=1.7%,其表明标准化程度非常高,这也是人类能够达到有最低的误差(这种误差是在没有外界帮助的情况下,如不用尺子等工具);如变量系数CV=57.7%,其表明是最大限度的多样化。当然,现实中的例子是没有这么绝对的,在一些实验考古例子中,或一些古代标准化生产的实例,其CV值一般在2—5%,这已达到了古代较高的标准化生产[4]。
在弩机悬刀的分组中,其中第五组只包括一件,所以没有统计学的意义。其他四组的变量系数都在5%以下(图八),这说明当时秦代标准化生产的水平是相当高的。但还有一点需要解释的是,根据变量系数和维博理论(Weberfraction),如果再有外界帮助,如用尺子、模具,那么其变量系数要低于1.7%[5]。可是我们所研究的青铜弩机是用模铸的,但其变量系数只有第三组低于1.7%,而其他组都高于这个值。那么我们如何解释这一现象呢?其一,可能有多组陶范或陶模用于铸造弩机组件,也许最初是用一个母模,但是多次复制,多层次的复制,都会有标准化程度降低的可能性。其二,模具的材料也是不可忽视的原因,如果是石制的,可能会使用时间长;但如是陶制的,会有收缩,工匠也会修整,同时使用时间也较短。其三,与工匠的参与人数和他们的行为也有关系,他们在技术和视觉上的局限会产生小的误差,如果再多重复制作会使误差加大,降低标准化的程度。
总之,每组内部的标准化程度还是很高的,但每一组之间的关系如何解释,这又是另外所要探讨的。特别是第五组,是与其他组完全不同的。我们在分析其生产标准化的同时,也要看到其变革和创新的过程,是组与组之间的变化。
注释
[1]Franklin U.M.1983a On bronze and other metals in early China.In The Origins of Chinese Civilization,edited by D.N.Keightley,pp.279—296.University Of California Press,Berkeley.
[2]Franklin,U.M.1983b The Beginning of Metallurgy in China:a Comparative Approach.In The Great Bronze Age of China:A Symposium,edited by G.Kuwayama,pp.94—99.University of Washington Press,Seattle.
[3]Eerkens,J.W.,and R.L.Bettinger 2001 Techniques for Assessing standardisation in Artifact Assemblages:Can We Scale Material Variability?American Antiquity 66:493—504.
[4]同[1]。
[5]同[1]。




秦始皇帝陵博物院2011/秦始皇帝陵博物院.—西安:陕西出版集团 三秦出版社,2011